A Complete Guide to Welding Positions
Welding is a critical process in metal fabrication, construction, and manufacturing industries. Among the numerous variables influencing the quality and structural integrity of a weld, the welding position plays a vital role. Whether you’re a novice welder or an experienced professional, understanding different welding positions is essential to mastering the craft and producing high-quality welds. This comprehensive guide will explore each welding position in detail, covering their definitions, techniques, applications, challenges, and tips for improving your proficiency.
Understanding the Basics of Welding Positions
In welding, the position refers to the angle and location of the weld joint in relation to the welder and the workpiece. Each position comes with its own set of challenges, requiring unique skills and techniques to achieve optimal results. The American Welding Society (AWS) classifies welding positions into four primary types:
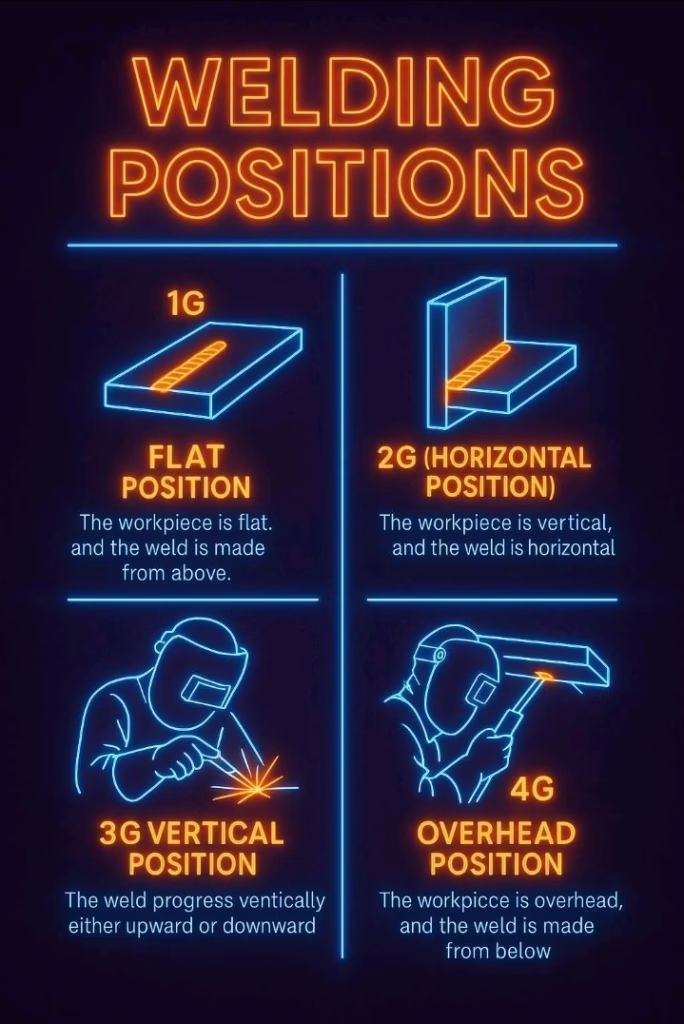
- Flat Position (1G/1F)
- Horizontal Position (2G/2F)
- Vertical Position (3G/3F)
- Overhead Position (4G/4F)
Each position affects the way the weld pool behaves under the force of gravity, which influences how the molten metal solidifies. This understanding is crucial in selecting the right position based on the type of joint, material, and application.
Table of Contents
ToggleThe Flat Welding Position (1G/1F)
The flat welding position, also known as the down-hand position, is the easiest and most common position. It involves welding on a horizontal surface with the weld bead traveling along a horizontal path. In this position, gravity works in favor of the welder, allowing the molten metal to flow into the joint with minimal difficulty.
Techniques for Flat Position Welding:
- Use a higher travel speed to prevent the bead from becoming too wide.
- Keep the electrode or torch angle at 90 degrees to ensure even penetration.
- Maintain a steady hand to control the weld pool.
Applications:
The flat position is widely used in building foundations, plates, and sheet metal works. It’s ideal for welding thick sections and butt joints.
Challenges:
Although this position is the simplest, issues like over-penetration or excessive spatter can occur if the welder is not attentive.
Tips for Success:
- Practice maintaining a consistent speed and bead size.
- Focus on achieving uniform penetration to avoid undercutting or incomplete fusion.
The Horizontal Welding Position (2G/2F)
In the horizontal position, the weld axis runs horizontally, but the surface of the workpiece can either be horizontal (2F) or vertical (2G). The welder must counteract gravity to control the weld pool and prevent sagging.
Techniques for Horizontal Position Welding:
- Use a lower amperage setting to maintain a stable arc and prevent the weld pool from sagging.
- Employ a weave or zig-zag motion to fill the joint evenly.
- Maintain a 5-15 degree upward angle to support the weld pool.
Applications:
The horizontal position is commonly used for fillet welds, tee joints, and groove welds in pipe fabrication and structural welding.
Challenges:
One of the main issues is controlling the shape of the weld bead, as gravity tends to pull the molten metal downwards, leading to potential undercut or sagging.
Tips for Success:
- Use a short arc length to maintain control.
- Adjust the travel speed according to the thickness of the material.
The Vertical Welding Position (3G/3F)
The vertical position involves welding in an upward or downward direction on a vertically aligned surface. It is considered more difficult than flat or horizontal positions due to the challenges of controlling the molten metal as it flows downward.
Techniques for Vertical Position Welding:
- Use an upward motion for a stronger weld (vertical-up welding).
- For thinner sections, a vertical-down technique can be used to minimize heat input and reduce burn-through.
- Apply a weaving motion to control the weld pool and avoid defects.
Applications:
Vertical position welding is used for both fillet and groove welds on columns, beams, and heavy-duty structures. It is especially useful in structural welding, pipelines, and pressure vessels.
Challenges:
Vertical welding requires a high level of skill and precision to prevent issues like undercutting, excessive convexity, or weld droop.
Tips for Success:
- Start with a slight pause at the sides of the joint to ensure full fusion.
- Use a lower amperage setting to maintain a manageable weld pool.
The Overhead Welding Position (4G/4F)
The overhead position is the most challenging of all welding positions. It involves welding on the underside of a horizontal surface, with the weld pool above the welder’s head. In this position, gravity works against the welder, making it difficult to control the molten metal.
Techniques for Overhead Position Welding:
- Use short, controlled beads to prevent metal from dripping.
- Reduce the amperage to prevent overheating.
- Keep the torch or electrode angle at a slight upward angle (10-15 degrees) to push the weld pool back.
Applications:
Overhead welding is commonly used in maintenance work, pipeline construction, and repair welding on elevated structures.
Challenges:
The risk of metal dripping and weld spatter is high in this position, which can lead to serious defects and safety hazards.
Tips for Success:
- Wear adequate protective gear to prevent burns.
- Practice on scrap metal to develop control before tackling real projects.
Additional Specialized Positions
Apart from the four primary positions, specialized welding positions like 5G, 6G, and 6GR are used for pipe welding. These positions are more complex and require advanced skills.
- 5G Position: The pipe is fixed horizontally, and welding is done in different segments, similar to the flat, vertical, and overhead positions.
- 6G Position: The pipe is positioned at a 45-degree angle, making it necessary to weld in multiple positions without rotating the workpiece.
- 6GR Position: Similar to 6G but with added constraints (a restriction ring), making it one of the toughest positions.
These specialized positions are mainly used for certification and qualification testing for welders in the pipeline and offshore industries.
Factors Influencing Welding Positions
Welding positions are determined by several factors, including:
- Joint Configuration: The type of joint (butt, fillet, lap, corner, or edge) influences the welding position.
- Material Thickness: Thicker materials may require specific positions to achieve full penetration.
- Welding Process: Different welding processes (MIG, TIG, Stick) respond differently to gravity and arc stability.
- Work Environment: Tight spaces, elevated locations, or hard-to-reach areas may dictate certain positions.
Common Defects in Welding Positions
Each welding position presents unique challenges that can lead to specific defects if not addressed properly. Some common defects associated with different positions include:
- Flat Position: Overlap and incomplete fusion.
- Horizontal Position: Sagging or undercutting due to gravity.
- Vertical Position: Weld bead droop and excessive convexity.
- Overhead Position: Dripping and porosity due to molten metal instability.
Preventing these defects requires adjusting the welding parameters, maintaining a proper electrode angle, and controlling the heat input.
Welding Position Certification and Qualification
Welding positions are a critical aspect of welder certification and qualification. Certifications are often based on the position the welder is tested in, such as:
- 1G/2G/3G/4G: For plate welding certification.
- 5G/6G/6GR: For pipe welding certification.
A 6G certification is considered one of the highest levels for welders, as it tests the ability to perform welds in all possible positions on a pipe joint.
Conclusion
Mastering welding positions is a key component of becoming a proficient welder. Each position requires a unique set of skills, techniques, and experience to overcome the challenges presented by gravity and joint configurations. Whether you’re working in the flat, horizontal, vertical, or overhead position, understanding the principles behind each and practicing regularly will improve your welding quality and consistency. By adhering to best practices and maintaining a focus on safety, you can tackle complex projects with confidence and produce welds that meet the highest industry standards.



