What is Pulsed MIG Welding?
Introduction
In the ever-evolving field of welding, technological advancements continually push the boundaries of what is possible. Pulsed MIG welding stands at the forefront of these innovations, offering a refined technique that enhances weld quality and efficiency. In this article, we delve into the intricacies of pulsed MIG welding, exploring its definition, significance in the welding industry, and its transformative impact on modern welding practices.
Definition of Pulsed MIG Welding
Pulsed MIG welding, also known as pulse gas metal arc welding (GMAW-P), is a welding process that utilizes a pulsating current to deliver droplets of filler metal across the welding arc. Unlike traditional MIG welding, which employs a continuous current, pulsed MIG welding alternates between high-current pulses to create welds and low-current background pulses to cool the weld pool. This pulsating action allows for precise control over heat input, reducing the risk of overheating and distortion while maintaining excellent weld penetration.
How Pulsed MIG Welding Works
Pulsed MIG welding operates on a fundamentally different principle than traditional MIG welding, offering unique advantages and capabilities. Understanding the basic principle, comparing it with traditional MIG welding, and exploring the necessary equipment provides insights into the workings of this innovative welding technique.
Basic Principle
At its core, pulsed MIG welding utilizes a pulsating current to control the delivery of filler metal across the welding arc. Unlike traditional MIG welding, where a constant current is used, pulsed MIG welding alternates between high-current pulses to create the weld and low-current background pulses to cool the weld pool. This pulsating action allows for precise control over heat input, reducing the risk of overheating and distortion while maintaining excellent weld penetration.
During the high-current pulses, the wire electrode melts and forms a droplet, which is then transferred across the arc to the workpiece. The low-current background pulses provide a brief interval for the weld pool to solidify slightly before the next high-current pulse is delivered. This cyclical process repeats rapidly, creating a stable and controlled welding arc.
The key to successful pulsed MIG welding lies in optimizing parameters such as pulse frequency, duration, and amplitude to match the specific requirements of the welding application. By adjusting these parameters, welders can achieve optimal penetration, minimize spatter, and produce high-quality welds across various materials and thicknesses.
Comparison with Traditional MIG Welding
In contrast to pulsed MIG welding, traditional MIG welding operates using a continuous current, where the wire electrode is fed continuously into the welding arc. While traditional MIG welding is suitable for many applications, it lacks the precise control and versatility offered by pulsed MIG welding.
One of the primary advantages of pulsed MIG welding over traditional MIG welding is its ability to weld thin materials with minimal distortion. The pulsating current allows for better control over heat input, reducing the risk of burn-through and warping, particularly in heat-sensitive materials like aluminum.
Additionally, pulsed MIG welding produces less spatter and smoke compared to traditional MIG welding, resulting in cleaner, more aesthetically pleasing welds. This is especially beneficial in applications where cosmetic appearance is important, such as automotive and architectural fabrication.
Equipment Required
To perform pulsed MIG welding, specific equipment is required to facilitate the pulsating current and control parameters. This includes a pulsed MIG welding power source capable of delivering the necessary high-current and low-current pulses, as well as a compatible wire feeder and welding gun.
The welding power source is the heart of the pulsed MIG welding system, providing the electrical energy needed to create and control the welding arc. Modern welding power sources often feature advanced waveform control technology, allowing welders to fine-tune pulse parameters for optimal performance.
The wire feeder is responsible for advancing the filler metal electrode into the welding arc at a precise rate, ensuring a consistent weld bead deposition. It must be compatible with the welding power source and capable of delivering the wire electrode in synchronization with the pulsating current.
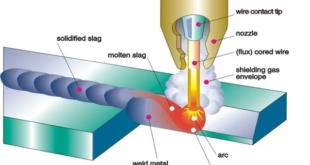
The welding gun, equipped with a nozzle and contact tip, directs the welding arc and delivers the filler metal to the workpiece. It must be designed to withstand the high currents associated with pulsed MIG welding and provide reliable performance in various welding positions and environments.
Advantages of Pulsed MIG Welding
Pulsed MIG welding offers a myriad of advantages over traditional welding techniques, making it a preferred choice for many welding applications. From reduced heat input to enhanced weld quality, the benefits of pulsed MIG welding are substantial and wide-ranging. Let’s explore these advantages in detail:
Reduced Heat Input
One of the primary advantages of pulsed MIG welding is its ability to reduce heat input compared to traditional welding methods. By utilizing a pulsating current, pulsed MIG welding delivers short bursts of high-current pulses interspersed with low-current background pulses. This cyclical process allows for precise control over the amount of heat applied to the workpiece, minimizing the risk of overheating and distortion.
Minimized Spatter
Spatter, the unwanted expulsion of molten metal during welding, is a common issue in traditional welding processes. Excessive spatter not only mars the appearance of the weld but also poses safety hazards and requires additional cleanup. Pulsed MIG welding significantly reduces spatter formation, resulting in cleaner, more aesthetically pleasing welds.
Increased Control and Precision
Pulsed MIG welding offers unparalleled control and precision, allowing welders to achieve superior weld quality and consistency. The ability to adjust pulse parameters enables precise control over weld bead shape, size, and penetration, even in challenging welding positions or on irregular workpieces.
Enhanced Weld Quality
Overall, the advantages of reduced heat input, minimized spatter, and increased control culminate in enhanced weld quality with pulsed MIG welding. The controlled heat input minimizes distortion and warping, resulting in welds with improved mechanical properties and structural integrity.
Applications of Pulsed MIG Welding
Pulsed MIG welding has found widespread applications across various industries, thanks to its versatility, precision, and efficiency. From automotive manufacturing to shipbuilding and fabrication, pulsed MIG welding offers numerous advantages that make it well-suited for a range of welding applications.
Automotive Industry
The automotive industry relies heavily on pulsed MIG welding for the fabrication of vehicle components, chassis, and body structures. Pulsed MIG welding’s ability to provide precise control over heat input and minimize distortion makes it ideal for welding thin-gauge materials commonly used in automotive manufacturing.
Aerospace Industry
In the aerospace industry, where safety and reliability are paramount, pulsed MIG welding plays a vital role in the fabrication of aircraft structures, engine components, and aerospace alloys. Pulsed MIG welding’s ability to maintain precise control over weld parameters ensures the integrity of critical aerospace welds, which must withstand extreme operating conditions and stringent quality standards.
Shipbuilding
Shipbuilding requires welding techniques capable of producing strong, durable welds on thick metal sections while minimizing distortion and heat-affected zones. Pulsed MIG welding meets these requirements, making it well-suited for shipbuilding applications, such as welding hulls, decks, and structural components.
Pulsed MIG welding’s ability to provide deep penetration and excellent fusion on thick materials ensures the integrity of ship welds, which must withstand the rigors of marine environments and meet stringent classification society standards.
Fabrication
Pulsed MIG welding is widely used in general fabrication applications, where its versatility and efficiency make it a preferred choice for welding a variety of materials and thicknesses. From structural steel fabrication to architectural metalwork and custom fabrication projects, pulsed MIG welding offers numerous advantages for fabricators seeking to produce high-quality welds with minimal rework.
The ability of pulsed MIG welding to weld both ferrous and non-ferrous metals, including stainless steel, aluminum, and copper alloys, makes it well-suited for diverse fabrication projects. Whether welding thin sheet metal or thick structural components, pulsed MIG welding delivers consistent, reliable results, making it an indispensable tool for fabricators across various industries.
Pulsed MIG Welding Techniques
Pulsed MIG welding offers several distinct techniques, each tailored to specific welding applications and requirements. These techniques leverage the pulsating nature of the welding current to achieve different weld characteristics and outcomes. Let’s explore three primary pulsed MIG welding techniques:
Spray Transfer
Spray transfer is a pulsed MIG welding technique commonly used for welding thicker materials and achieving high deposition rates. In spray transfer, the welding current is pulsed at a frequency that allows the molten metal to transfer across the arc in a fine spray, creating a stable and uniform weld bead.
During spray transfer, the welding wire is continuously fed into the welding arc, where it melts and forms droplets that are propelled towards the workpiece. The high energy of the spray transfer process ensures deep penetration and excellent fusion, making it suitable for welding thicker materials, such as structural steel and heavy fabrication projects.
Spray transfer is characterized by its high welding speed, minimal spatter, and smooth weld appearance. It is often used in industrial applications where productivity and efficiency are paramount, such as shipbuilding, construction, and heavy equipment manufacturing.
Pulse-on-Pulse
Pulse-on-pulse welding is a specialized pulsed MIG welding technique that involves superimposing two separate pulse waveforms to achieve specific weld characteristics. In pulse-on-pulse welding, a primary pulse sets the overall welding parameters, while a secondary pulse provides additional control over heat input and weld profile.
This technique is particularly useful for welding thin materials or in situations where precise control over heat input and distortion is required. By adjusting the parameters of the secondary pulse, such as duration and amplitude, welders can fine-tune the weld bead profile, penetration, and appearance.
Pulse-on-pulse welding offers advantages such as reduced heat input, minimized distortion, and improved arc stability. It is commonly used in applications where weld quality and aesthetics are critical, such as automotive bodywork, sheet metal fabrication, and precision engineering.
Pulse-on-Current
Pulse-on-current welding is another variation of pulsed MIG welding that focuses on controlling the welding current to achieve specific weld outcomes. In pulse-on-current welding, the welding current is pulsed at a frequency that corresponds to the desired weld characteristics, such as penetration depth and bead shape.
By adjusting pulse parameters such as frequency, duration, and amplitude, welders can tailor the welding current to match the requirements of the welding application. This level of control allows for precise manipulation of the weld pool and arc stability, resulting in high-quality welds with minimal defects.
Limitations and Challenges of Pulsed MIG Welding
While pulsed MIG welding offers numerous advantages, it also presents certain limitations and challenges that welders and manufacturers must consider. Understanding these limitations is crucial for effectively implementing pulsed MIG welding in various welding applications. Let’s explore some of the primary limitations and challenges:
Initial Setup Costs
One of the significant challenges associated with pulsed MIG welding is the initial setup costs. Compared to traditional welding equipment, pulsed MIG welding systems typically require a higher upfront investment. This includes the cost of specialized welding power sources capable of delivering pulsating currents, as well as compatible wire feeders and welding guns.
Skill Requirement
Pulsed MIG welding requires a higher level of skill and expertise compared to traditional welding techniques. While pulsed MIG welding offers greater control and precision, mastering the technique requires welders to understand and optimize pulse parameters such as frequency, duration, and amplitude.
Material Thickness Restrictions
While pulsed MIG welding is suitable for a wide range of materials and thicknesses, it may have limitations when welding extremely thin or thick materials. In some cases, pulsed MIG welding may not provide sufficient penetration or heat input to weld thicker sections effectively.
FAQs
What materials can be welded using pulsed MIG welding?
Pulsed MIG welding is suitable for welding a wide range of materials, including carbon steel, stainless steel, aluminum, and titanium.
Is pulsed MIG welding suitable for thin materials?
Yes, pulsed MIG welding is ideal for welding thin materials due to its ability to minimize heat input and reduce the risk of distortion.
Can pulsed MIG welding be automated?
Yes, pulsed MIG welding can be automated using robotic welding systems, offering increased efficiency and consistency in high-volume production environments.
Does pulsed MIG welding require special training?
While pulsed MIG welding techniques may require some training to master, many welding schools and training centers offer courses specifically focused on this advanced welding process.
What are the key factors to consider when setting up pulsed MIG welding equipment?
When setting up pulsed MIG welding equipment, it’s essential to consider factors such as power source capabilities, wire feeder options, welding gun features, and proper ventilation to ensure safe and efficient operation.