Brazing Copper: Techniques, Alloys, and Best Practices
Brazing copper is a vital joining method used across multiple industries, including HVAC, plumbing, automotive, and electrical systems. It offers a reliable way to bond copper components using a filler metal without melting the base metal. This process allows manufacturers and fabricators to create clean, strong, and leak-resistant joints that can withstand high mechanical and thermal stresses.
What is Brazing?
Brazing is a metal-joining technique in which a filler metal is melted and distributed between close-fitting metal parts by capillary action. The process operates at temperatures above 450°C (842°F), but below the melting point of the base metals (copper melts at 1085°C). The filler metal must have a lower melting temperature than the base material and flow smoothly into the joint gap to create a metallurgical bond upon cooling.
The effectiveness of brazing relies heavily on:
Joint design
Cleanliness of the surfaces
Proper heating
Selection of appropriate filler and flux
Why is Brazing Used for Copper Joints?
Brazing is used for copper primarily because:
Copper is highly conductive and needs a joining process that doesn’t disrupt this property.
Brazed joints are clean, durable, and pressure-tight, which is essential in plumbing and refrigeration.
Phosphorus-containing fillers can self-flux on copper, eliminating one step in the process.
It allows for joining copper to other metals like brass and bronze.
Fundamentals of Copper Brazing
Welding vs Soldering vs Brazing
It’s common to confuse brazing with soldering or welding, but each method has distinct differences:
Soldering operates below 450°C and is mainly used for electrical connections or light-duty applications. It doesn’t form strong mechanical joints suitable for high-stress or high-temperature environments.
Welding involves melting the base metals and fusing them together. It’s a high-heat process that can cause distortion or affect the metallurgical properties of copper.
Brazing, however, melts only the filler metal, not the base metal, creating a joint that’s strong, neat, and stress-resistant.
Advantages of Brazing for Copper
High Joint Strength: Brazed joints often exceed the tensile strength of the base metal.
Thermal Compatibility: Copper’s thermal conductivity isn’t compromised since the base metal isn’t melted.
Aesthetic Joints: Produces neat, clean joints without spatter or rough edges.
Dissimilar Metals: You can braze copper to brass, bronze, steel (with flux), or stainless steel.
Repeatability: Brazing is suitable for both manual work and high-volume automation.
When Not to Braze Copper
Despite its advantages, brazing copper isn’t always the best choice. Here’s when it may fall short:
Very high-temperature service: Brazed joints typically withstand up to 600–700°C. Beyond this, the filler may soften.
Very wide gaps: Brazing relies on capillary action, so joint clearances must be tight. Wide gaps result in weak, porous joints.
Dissimilar metals with huge thermal expansion differences: This can create stress cracks on cooling.
Corrosive environments: Some fillers may be vulnerable to chemical attack unless protected.
Materials and Equipment Required
Copper Base Materials
Copper alloys like pure copper (C11000) and phosphor bronze (C51000) are typically used. These must be free from oxide layers, oils, or any contaminants before brazing.
Brass (an alloy of copper and zinc) can also be brazed effectively, especially when used in plumbing and fittings. However, due to zinc vaporization at high temperatures, extra care must be taken with heating speed and flux coverage.
Common Brazing Filler Metals for Copper
There are two major categories of filler metals for copper brazing:
BCuP Series (Phosphorus-Containing Alloys)
These are copper-phosphorus alloys such as BCuP-2, BCuP-5. They’re cost-effective and self-fluxing on copper-to-copper joints.BAg Series (Silver-Based Alloys)
These alloys (e.g., BAg-1, BAg-24) contain silver and require external flux. They provide excellent strength and ductility but are more expensive.
Flux Selection for Copper Brazing
Flux is essential for removing oxides and preventing new ones from forming during heating. It improves the wetting ability of the filler and promotes uniform flow.
Borax-Based Fluxes
White or paste-like in form
Useful up to ~1100°C
Typically used with silver-based alloys
Suitable for general-purpose work
Fluoride-Based Fluxes
Designed for high-temp alloys and stainless steel joints
Better cleaning action at elevated temperatures
Used when joining copper to nickel, brass, or steel
Heating Equipment (Torch Types and Furnaces)
Heat is applied to the copper parts until the filler metal flows and forms the joint.
Air-Fuel Torches (e.g., propane-air): Suitable for light-duty work
Oxy-Fuel Torches (e.g., oxy-acetylene): Offers higher temperature, better control for thick joints
Furnaces: Ideal for mass production and uniform heating
Induction Coils: Best for fast, precise heating in automated systems
Preparing Copper for Brazing
Cleaning the Joint Surfaces
Joint cleanliness is non-negotiable. Dirt, grease, or oxidation can prevent proper wetting and lead to voids or porosity.
Cleaning methods include:
Mechanical: Wire brush, emery cloth, filing
Chemical: Degreasers, mild acid pickling
Joint Design and Fit-Up
Proper joint design directly affects joint strength and capillary flow.
Capillary Action and Joint Clearance
The filler metal flows into the joint by capillary action, and this is only possible if the clearance is correct—typically between 0.002” and 0.006” (0.05–0.15 mm). Too tight, and the filler won’t enter. Too loose, and the filler pools and weakens.
Types of Joint Configurations
Lap Joint: Provides the strongest and most reliable brazed joint
Butt Joint: Weaker and more dependent on precise alignment
T-Joint: Often used in manifold brazing or tee fittings in pipes
The Brazing Process: Step-by-Step
1. Applying Flux Properly
Apply flux with a brush to both parts of the joint—avoid using your fingers. Ensure complete coverage, especially on edges and inside fittings.
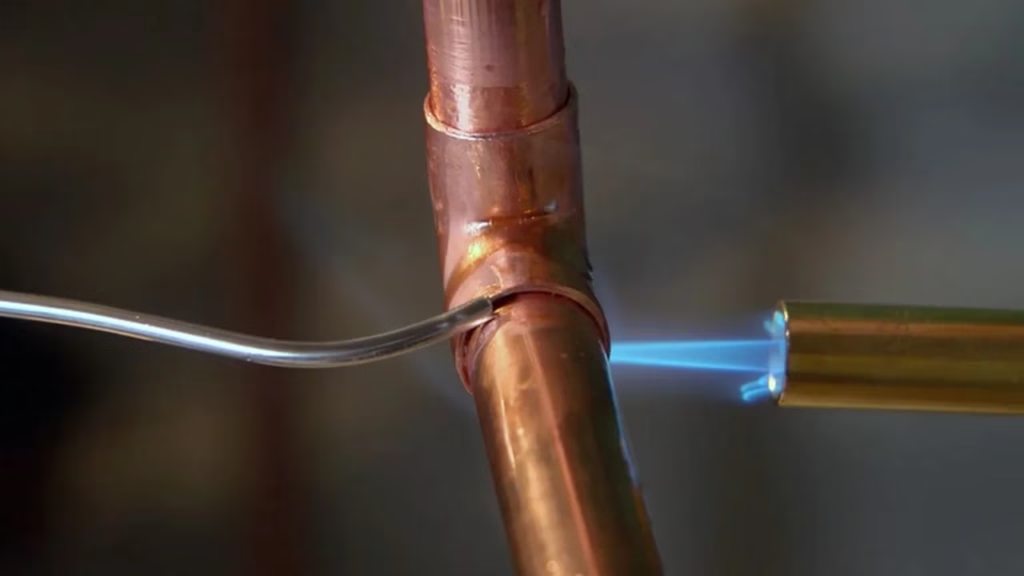
2. Heating the Joint
Use a soft, neutral flame and heat both parts evenly. Start with the thicker section to avoid unbalanced heat buildup. Avoid directly heating the filler.
3. Applying Filler Metal
Once the correct temperature is reached, touch the filler to the joint. It should melt and draw itself into the joint. Do not add too much filler—this creates messy joints and weakens the bond.
4. Cooling and Post-Braze Cleaning
Let the part cool naturally to avoid thermal shock. Quenching can crack the joint. Once cooled, soak or scrub the part in warm water to remove flux residue.
Types of Brazing Methods for Copper
1. Torch Brazing
The most common technique. Offers control, flexibility, and portability. Ideal for repair work and custom joints.
2. Furnace Brazing
Used in batch production. Clean parts are assembled with filler and placed in a temperature-controlled furnace with a neutral or inert atmosphere.
3. Induction Brazing
Efficient for mass production of uniform parts. Localized heat is generated using alternating magnetic fields. Clean and fast.
4. Dip Brazing
Rare for copper. More commonly used for aluminum. Involves immersing the joint into a molten brazing bath.
Brazing Filler Metal Selection for Copper
BCuP Alloys (Phosphorus-Based)
No flux required for copper-to-copper
Melting range: 705–880°C
Widely used in refrigeration and plumbing
Not suitable for ferrous metals (phosphorus causes embrittlement)
BAg Alloys (Silver-Based)
High strength and ductility
Require flux
Good corrosion resistance
More expensive, but excellent for critical joints
Temperature Ranges and Melting Points
BCuP-2 melts at ~715°C
BAg-1 melts around 620–705°C
Ensure the filler melts before copper gets close to 1085°C.
Corrosion Resistance Considerations
Phosphorus-based fillers may fail in moist or acidic environments. Use silver-based alloys for corrosive applications or apply protective coatings post-brazing.
Challenges in Brazing Copper
Overheating and Burn-Through
Too much heat can cause the copper to oxidize or deform. Practice even heating and temperature control.
Flux Residue and Joint Contamination
Uncleaned flux can cause corrosion or interfere with electrical conductivity. Always rinse and brush post-braze.
Improper Joint Clearance
Leads to poor filler flow or weak joints. Use proper design tolerances and test fit before brazing.
Porosity and Voids
Caused by:
Dirty surfaces
Trapped air
Insufficient heat
Applications of Copper Brazing
1. HVAC and Refrigeration
Used to connect copper pipes, elbows, expansion valves, and filters in high-pressure systems. Brazed joints resist vibration and leaks.
2 . Plumbing Systems
Domestic water lines, heating coils, and pipe manifolds benefit from strong, leak-free brazed joints.
3. Electrical Connectors
Low-resistance joints, heat-sinks, or circuit components require precise, clean copper brazing.
4 . Heat Exchangers and Radiators
Multiple copper tubes are joined to distribute heat efficiently in industrial or automotive systems.



