Different Types of Welding Beads
What Is a Welding Bead?
A welding bead is the line or deposit of metal that forms as a result of fusing two pieces of base metal during welding. It appears as a raised, visible track along the joint, and its shape, consistency, and structure are critical indicators of weld quality. Whether you’re laying down a simple stringer bead or a complex weave, understanding the nature of each bead type is essential to becoming a skilled welder.
Importance of Bead Profile
The profile of a weld bead affects both the aesthetics and mechanical strength of the weld. A well-formed bead has smooth ripples, consistent width, appropriate height, and full fusion into the base metal. Beads that are too convex, too flat, or erratically shaped can signal issues like lack of penetration or poor heat control, which compromise joint integrity.
Table of Contents
ToggleClassification of Welding Beads
Based on Application Technique
Welding beads can first be divided by the way they’re applied, either in a straight motion or through a weaving technique.
Stringer Beads
Stringer beads are laid in a straight line with minimal side-to-side movement. They are narrow, neat, and typically easier to control—ideal for beginners or for thin metal applications.
Weave Beads
Weave beads involve a side-to-side motion during the weld. This motion creates a wider bead, allowing better coverage and control in certain positions, especially for thicker joints or filling gaps.
Based on Pass Type
Depending on the stage of the welding job, beads are also categorized by function:
Root Bead
The very first bead laid in a multi-pass weld, especially in pipe or groove welding. It must achieve full penetration to fuse both base metals at the root of the joint.
Hot Pass Bead
A subsequent bead applied over the root to burn out any slag inclusions and reinforce penetration.
Fill Beads
Intermediate passes used to fill the groove after the root and hot pass are completed. Multiple fill beads may be needed depending on joint thickness.
Cap Beads
The final bead on a weld, responsible for sealing the joint and providing a clean, finished surface. It must be cosmetically sound and meet visual inspection standards.
Based on Welding Position
The orientation of the weld affects bead behavior dramatically.
Flat Position Beads
These are easier to control and produce uniform, smooth profiles. Gravity aids in holding the molten pool steady.
Vertical and Overhead Beads
More difficult due to gravity pulling the molten metal downward. These require specialized weaving techniques and quicker travel speeds to prevent sagging.
Detailed Look at Common Welding Bead Types
Stringer Bead
Technique and Appearance
The torch or electrode is moved straight along the joint with little to no weaving. The result is a narrow bead with a tight ripple pattern. It’s often used in structural steel welding or when welding thin materials to prevent burn-through.
Applications and Best Practices
Ideal for root passes and flat or horizontal welding.
Best when high penetration and minimal distortion are required.
Should maintain a steady arc length and consistent travel speed for best results.
Weave Bead
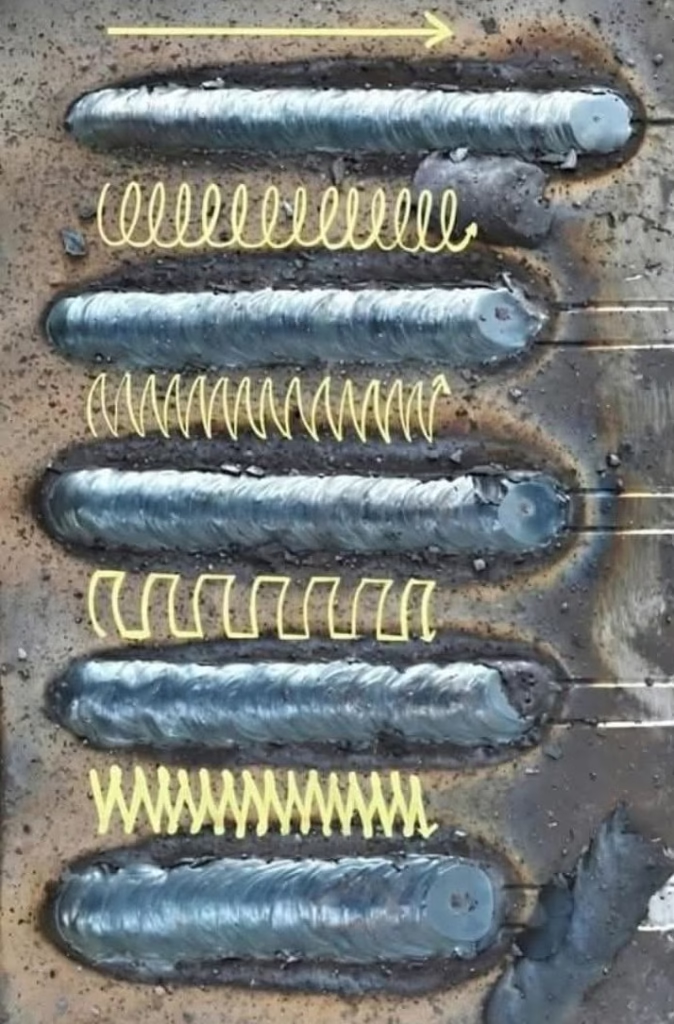
Weaving Patterns (Zigzag, Crescent, Figure-Eight)
Zigzag: Simple side-to-side motion, ideal for vertical welding.
Crescent: Semicircular weaving used to control heat buildup.
Figure-Eight: Offers smooth transitions and is used for wide grooves or large fillet welds.
Pros and Cons
Pros: Covers more area, fills large gaps, allows better control in vertical/uphill welding.
Cons: More prone to slag entrapment if not done properly; requires more skill.
Factors That Influence Bead Formation
Amperage and Voltage Settings
Too high an amperage can result in excessive penetration and wide, flat beads. Too low, and you get poor fusion and a tall, narrow bead. Voltage impacts arc stability and bead width, especially in processes like MIG.
Electrode Angle and Travel Speed
A consistent electrode angle (typically 10–15° push or drag depending on the process) ensures even heat input. Travel speed affects bead appearance—too fast leads to undercut, too slow causes excessive buildup.
Base Metal Condition and Preparation
Contaminants like rust, oil, or moisture can cause porosity or poor fusion. Bead quality improves significantly with properly cleaned and beveled metal surfaces.
Defects Related to Poor Bead Formation
Undercut, Overlap, and Incomplete Fusion
Improper bead profiles often result in weld defects:
Undercut: Groove along the edges of the weld due to excessive travel speed or amperage.
Overlap: Metal spills over without bonding, usually from incorrect weaving or angle.
Incomplete Fusion: Occurs when the bead doesn’t bond fully with the base or previous weld layers.
How Bead Appearance Indicates Defect Risks
An experienced welder or inspector can often diagnose defects just by bead appearance. Flat, shiny, or inconsistent ripples signal possible cold laps, while spatter and irregular shapes may point to unstable arc conditions.
Inspection and Quality Control of Welding Beads
Visual Inspection Criteria
Beads are judged by:
Uniformity in width and height
Smooth transitions without crater cracks
Absence of visible defects like porosity or undercut
Role of Cross-Sectional Testing and NDT
For critical applications, weld beads are tested using destructive or non-destructive methods like:
Macro etching
Radiography
Ultrasonic testing
Tips for Improving Bead Appearance and Consistency
Practice Techniques for Beginners
Use run plates to practice straight, even beads.
Experiment with various travel speeds.
Record machine settings and compare results.
Machine Settings and Maintenance
Inconsistent beads often come from poor machine calibration or worn consumables. Always verify:
Correct polarity
Clean ground clamp connection
Electrode/gun tip condition
Welding Beads by Process
Stick (SMAW)
Produces heavy slag and characteristic ripple patterns. Bead quality depends on electrode type, amperage, and technique.
MIG (GMAW)
Typically produces cleaner, smoother beads with less slag. Easier for beginners to create aesthetically pleasing welds.
TIG (GTAW)
Allows for the most control and cleanest bead appearance. Ideal for critical welds in stainless steel, aluminum, or titanium.
Flux-Cored (FCAW)
High deposition rates and deep penetration, but requires attention to slag removal and correct weave technique to prevent inclusions.
Industry Applications and Standards for Bead Profiles
Structural Welding (AWS D1.1)
Specifies bead height, width, penetration, and visual quality for load-bearing welds in buildings and bridges.
Pipe Welding (ASME Section IX)
Demands tight control of root and cap bead profiles. Uniformity, penetration, and fusion are critical to avoid failure under pressure.
FAQs
What is the main difference between a stringer bead and a weave bead?
A stringer bead is applied in a straight motion without side-to-side weaving, while a weave bead uses a zigzag or circular motion to cover a wider area.
Why is a root bead important in pipe welding?
It ensures full penetration and establishes the foundation of the weld. Any defects here compromise the entire joint.
Can bead appearance alone determine weld quality?
Not always. While it gives visual clues, internal defects require NDT methods to be detected.
How can I improve the consistency of my weld beads?
Practice regularly, maintain your machine, use proper technique, and ensure your base metal is clean.
What bead types are best suited for vertical welding?
Weave beads are generally preferred, as they provide better control of the weld pool in challenging positions like vertical or overhead.
Conclusion
Welding beads are far more than just melted metal—they’re the signature of a welder’s skill and the backbone of structural integrity. Understanding the types of welding beads, their formation techniques, and how they influence weld quality is essential whether you’re welding bridges or bicycles. By mastering the art of bead control, from stringers to complex weaves, and knowing what affects their shape and strength, you build both better welds and a better understanding of the welding craft.



