DCEN and DCEP Polarities In Welding
Introduction
Definition of DCEN and DCEP polarities in welding
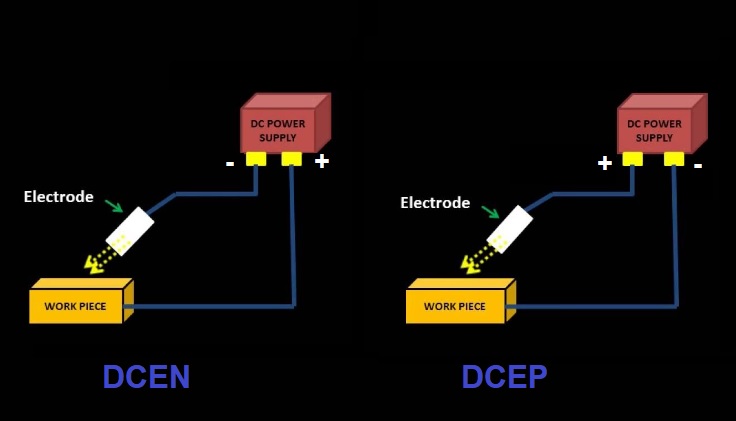
In welding, polarity refers to the direction of electrical current flow between the electrode and the workpiece. DCEN, or Direct Current Electrode Negative, means that the electrode is connected to the negative terminal of the power source, while the positive terminal is connected to the welding torch or gun. DCEP, or Direct Current Electrode Positive, indicates that the electrode is connected to the positive terminal, while the negative terminal is connected to the welding torch or gun.
Importance of understanding polarities in welding
Understanding polarities is crucial in welding as it directly affects the welding process, including arc characteristics, weld penetration, and deposition rate. Selecting the appropriate polarity based on the welding process and electrode material is essential to achieve desired weld quality, efficiency, and performance.
Purpose of the outline
The purpose of this outline is to provide a comprehensive understanding of DCEN and DCEP polarities in welding. It will explain the definitions of these polarities, discuss their significance in welding applications, explore the effects they have on the welding process, and highlight factors influencing the selection of the appropriate polarity for specific welding scenarios. By following this outline, readers will gain a thorough understanding of DCEN and DCEP polarities and their implications in welding.
DCEN (Direct Current Electrode Negative)
Description of DCEN polarity
DCEN polarity involves connecting the electrode to the negative terminal of the power source, while the positive terminal is connected to the welding torch or gun. Electrons flow from the electrode to the workpiece, creating an arc between the electrode and the base metal.
Connection of the electrode and workpiece to the power source
The electrode, typically in the form of a consumable or non-consumable rod or wire, is connected to the negative terminal of the welding power source. The workpiece or base metal is connected to the positive terminal.
Flow of electrons and creation of the arc
With DCEN polarity, electrons flow from the electrode, which is negatively charged, to the positively charged workpiece. This flow of electrons creates a high-temperature arc between the electrode and the base metal, generating the heat necessary for welding.
Applications and welding processes that use DCEN polarity
DCEN polarity is commonly employed in welding processes such as shielded metal arc welding (SMAW) or stick welding, where deep penetration is required. It is often used for welding thicker materials or in situations where stronger welds are necessary.
Effects on weld penetration and characteristics
DCEN polarity typically provides greater weld penetration due to the concentrated heat at the base metal. It produces a narrower, more focused arc, leading to deeper penetration. Additionally, DCEN polarity tends to generate more stable arcs, better arc control, and improved weld quality.
DCEP (Direct Current Electrode Positive)
Description of DCEP polarity
DCEP polarity involves connecting the electrode to the positive terminal of the power source, while the negative terminal is connected to the welding torch or gun. Electrons flow from the workpiece to the electrode.
Connection of the electrode and workpiece to the power source
In DCEP polarity, the electrode is connected to the positive terminal of the power source, while the workpiece is connected to the negative terminal.
Flow of electrons and its impact on the welding process
With DCEP polarity, electrons flow from the workpiece, which is negatively charged, to the positively charged electrode. This flow of electrons causes the electrode wire to melt and transfer onto the workpiece, creating the weld.
Applications and welding processes that use DCEP polarity
DCEP polarity is commonly used in processes like gas metal arc welding (GMAW) or flux-cored arc welding (FCAW). It is suitable for welding applications where the emphasis is on melting the electrode wire and depositing it onto the workpiece.
Effects on electrode melting and deposition rate
DCEP polarity results in faster melting of the electrode wire, leading to higher deposition rates. It also provides better control over the size and shape of the weld bead, allowing for efficient welding of thinner materials.
Factors influencing polarity selection
Welding process requirements and recommendations
Different welding processes may have specific polarity requirements based on their characteristics and objectives. Manufacturers and welding procedure specifications often provide recommendations on the suitable polarity for a given process.
Type of electrode or filler material being used
The type of electrode or filler material being used can influence the choice of polarity. Some electrodes are designed to perform optimally with a specific polarity to achieve desired weld characteristics.
Desired welding characteristics
The desired welding characteristics, such as weld penetration, deposition rate, bead appearance, and control, can guide the selection of the appropriate polarity. DCEN and DCEP polarities offer different outcomes in terms of these characteristics, and the choice depends on the specific welding requirements.
Importance of following welding procedure guidelines and equipment manufacturer recommendations
It is important to follow the welding procedure guidelines provided by the manufacturer or welding standards to ensure optimal welding performance, safety, and weld quality. The equipment manufacturer may also provide recommendations on polarity selection based on the capabilities of the welding machine.
FAQs
What is the difference between DCEN and DCEP in welding?
The difference between DCEN and DCEP in welding is the direction of the electrical current flow. In DCEN (Direct Current Electrode Negative), the electrode is connected to the negative terminal, while in DCEP (Direct Current Electrode Positive), the electrode is connected to the positive terminal.
What is DCEN polarity in welding?
DCEN polarity in welding refers to the configuration where the electrode is connected to the negative terminal of the power source, while the positive terminal is connected to the welding torch or gun. Electrons flow from the electrode to the workpiece, creating an arc.
What polarity is DCEP?
DCEP polarity in welding is the configuration where the electrode is connected to the positive terminal of the power source, while the negative terminal is connected to the welding torch or gun. Electrons flow from the workpiece to the electrode.
Why is DCEP called reverse polarity?
DCEP is called reverse polarity because it is the opposite of the traditional setup where the electrode is negative. In DCEP, the electrode is connected to the positive terminal, which is contrary to the normal expectation.
What is the difference between DC positive and DC negative polarity?
The difference between DC positive and DC negative polarity is in the direction of current flow. In DC positive polarity, the current flows from the positive terminal to the negative terminal, while in DC negative polarity, the current flows from the negative terminal to the positive terminal.
What are the advantages of DCEN polarity?
The advantages of DCEN polarity in welding include deeper penetration, better arc control, improved weld quality, and a more focused arc. It is often used for welding thicker materials or situations that require strong welds.
Why a DCEP current is used in MIG welding?
DCEP current is used in MIG welding because it allows for faster melting of the electrode wire and higher deposition rates. It provides better control over the weld bead size and shape and is suitable for welding thinner materials efficiently.
What is the difference between DCEN and DCEP polarity?
The difference between DCEN and DCEP polarity lies in the direction of current flow. In DCEN, the current flows from the electrode to the workpiece, while in DCEP, the current flows from the workpiece to the electrode.
What is DCEP used for?
DCEP is used for various welding applications, such as gas metal arc welding (GMAW) or flux-cored arc welding (FCAW), where the emphasis is on melting the electrode wire and depositing it onto the workpiece. It is suitable for achieving higher deposition rates and efficient welding of thinner materials.
Conclusion
DCEN (Direct Current Electrode Negative) involves connecting the electrode to the negative terminal, while DCEP (Direct Current Electrode Positive) requires connecting the electrode to the positive terminal of the power source.
Selecting the correct polarity in welding is crucial for achieving desired weld quality, penetration, deposition rates, and overall performance. Understanding the implications of DCEN and DCEP polarities allows welders to make informed decisions based on their specific welding needs.
By considering the welding process, electrode type, desired welding characteristics, and following recommended guidelines, welders can optimize their welding results and ensure efficient and effective welding operations. Understanding the significance of polarities in welding expands the welder’s knowledge and enhances their ability to produce high-quality welds.



