MIG Welding Process
Introduction
MIG Welding ( Metal Inert Gas Welding ), AWS American Welding Society called this welding process. Gas Metal Arc Welding (GMAW). MIG welding is easy to learn and fun to do. As soon as you pull and hold down the trigger you are welding. You just need to learn to control what you are doing. MIG welding is a widely used welding process that utilizes a continuous wire feed as the electrode and an inert gas to shield the weld from contamination. The process is known for its versatility, speed, and ease of use, making it a popular choice for both industrial and DIY applications. In this article, we will take a closer look at the MIG welding process, including its advantages, disadvantages, and best practices for achieving a high-quality weld.
MIG Welding Metal Inert Gas Welding
There are several different methods of welding. Today, the most common welding process is electrode arc welding. There are three types, or systems, of arc welding in this family: stick, MIG, and TIG. All three types of arc welding use the same three components. The electricity creates the arc. Filler material and the third component is flux or shielding gas. Each type of welding has a different method of execution.
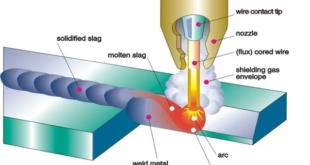
Gas Metal Arc Welding (GMAW), or what MIG stands for in welding as Metal Inert Gas Welding and sometimes also referred to as Mechanized Inert Gas, is an automated process in which all three components initiate at the same time once the trigger on the gun is pulled. The process uses a continuously fed wire electrode. The weld pool is protected by a separately supplied shielding gas. The process is classified as a semi-automatic welding process but may be fully automated. The wire electrode can be either bare/solid wire or flux-cored hollow wire. The filler metal for a MIG welder is a wire that comes on a large spool. Just like in stick welding, the filler metal is also the electrode. The machine has a motor that feeds the wire through a hose to the gun. The power supply that creates the arc is fed through the same hose as the shield gas and wire. A direct current (DC) is most commonly used in MIG welding. A nozzle covers the gun tip where the wire comes out. Under the nozzle are a series of uniform holes that deliver the shielding gas evenly over the arc point. Once the trigger is engaged, all three elements activate simultaneously and feed continuously as long as the trigger is depressed.

MIG Welding Wire
In MIG welding, The rate at which the wire is fed through the gun and the amount of electricity used are determined by the settings of the machine. You set the voltage and the wire speed in relation to the thickness of the metal to be welded. The shield gas pressure is set using the regulators that are attached to the tanks of gas. The pressure setting for the shield gas is determined by the manufacturer of the machine, normally anywhere between 20 and 30 cubic feet per hour (commonly referred to as CFH). (Note: In countries using metric measurements, the common terminology is cubic meters per hour or CMH.)
MIG vs TIG Welding
Gas Tungsten Arc Welding (GTAW), or what is commonly referred to as Tungsten Inert Gas (TIG) Welding, is a manual feed process: the operator is feeding the filler metal into the molten metal puddle. But in the TIG process, the filler metal is not the electrode. TIG welding is clean and smooth but can be difficult to master. It’s a good idea to learn MIG welding first and go for MIG welding which is much easier to learn because of the automated process. TIG welding does not produce a spatter during welding, which makes it cleaner and more appealing to the automotive and motorcycle industries and to artists who would like their welds to be a part of the overall look of the piece. The operator has much more control over all the components than other systems.
MIG Welding Machine
The basic GMAW/MIG welding machine consists of the gun; electrode (wire) feed unit; electrode (wire) supply; power source; shielding gas supply with flowmeter/regulator; control circuit; and related hoses, liners, and cables, Larger, more complex systems may have water for cooling, solenoids for controlling gas flow, and carriages for moving the work or the gun or both, The system may be stationary or portable. In most cases, the system is meant to be used for only one process. Some manufacturers, however, do make power sources that can be switched over for other uses. There are plenty of MIG welding machines in the market, if you want to buy a good MIG welding machine you have to know these tips.
MIG Welding Gun
To perform gas metal arc welding, the basic necessary equipment is a welding gun, a wire feed unit or MIG welding machine, a welding power supply, an electrode wire, and a shielding gas supply.
MIG Welding gun and wire feed unit
GMAW torch nozzle cutaway image. (1) Torch handle, (2) Molded phenolic dielectric (shown in white) and threaded metal nut insert (yellow), (3) Shielding gas nozzle, (4) Contact tip, (5) Nozzle output face.
MIG Welding Techniques
The basic technique for GMAW is quite simple since the electrode is fed automatically through the torch. In gas tungsten arc welding, the welder must handle a welding torch in one hand and a separate filler wire in the other, and in shielded metal arc welding, the operator must frequently chip off slag and change welding electrodes. GMAW, on the other hand, requires only that the operator guide the welding gun with proper position and orientation along the area being welded. Keeping a consistent contact tip-to-work distance (the stick-out distance) is important because a long stick outdistance can cause the electrode to overheat and will also waste shielding gas.
The orientation of the gun is also important—it should be held so as to bisect the angle between the workpieces; that is, at 45 degrees for a fillet weld and 90 degrees for welding a flat surface. The travel angle or lead angle is the angle of the torch with respect to the direction of travel, and it should generally remain approximately vertical. However, the desirable angle changes somewhat depending on the type of shielding gas used—with pure inert gases, the bottom of the torch is out often slightly in front of the upper section, while the opposite is true when the welding atmosphere is carbon dioxide.
MIG Welding Aluminum
The best choice for welding aluminum is always tig welding. You need to use alternating current (AC) with continuous high frequency to get the best results. Since Aluminum is getting more and more important even for welding applications and metal inert gas (MIG) welding (also known as Gas Metal Arc Welding, GMAW) is one of the main processes for joining aluminum and aluminum alloys. Aluminum can take a long time to weld if you’re working with thick pieces, and MIG welding makes the process go faster. Be sure to keep your electrode wire clean, use a 30-degree leading travel angle, and go with pure argon for your shielding gas.
MIG Welding Stainless Steel
Stainless steels have a chromium content of more than 12%. A thin, tenacious oxide layer is formed on the surface, which prevents the material from further corrosion and oxidation. MIG welding of stainless steel is used frequently. To achieve the right microstructure a filler material of the same composition as the base material is normally used.
MIG Welding Cast Iron
If you want to weld stainless steel, your three best options (by a mile) are stick welding, tig welding, and MIG welding. Generally speaking, stainless steel is slightly more difficult to weld than carbon steel. That’s because stainless steels have lower melting temperatures and more thermal expansion
MIG Welding Gas
The gasses used in MIG/MAG welding can be either 100% CO2 or Argon + CO2 mixes.
- 100% CO2: Can not sustain true spray transfer, but gives excellent penetration. The arc is unstable, which produces a lot of spatters and a coarse weld profile.
- Argon + CO2 mixes: Argon can sustain spray transfer above 24 volts, and gives a very stable arc with a reduction in spatter. Argon being a cooler gas produces less penetration than CO2. Argon is normally mixed with CO2 at a mixture of between 5-25%
Inert Gas is required for all non-ferrous alloys (Al, Cu, Ni)
- The most common inert gas for MIG welding is Argon
- Argon + Helium are used to give a ‘hotter’ arc – better for thicker joints and alloys with higher thermal conductivity.
MIG welding Gloves
There is more than one type of welding glove. The two main types are TIG and general-purpose welding gloves which are more suitable for stick and MIG welding. Both types will protect your hands from ultra-violet rays and a moderate amount of heat. TIG welding gloves are designed to be thinner so that you can feel your filler wire and have greater control of it when welding very fine tool work.
MIG welding Tips
- Make sure to wear proper safety gear while MIG welding. Skin left exposed to the arc light can get a pretty bad sunburn.
- Most welding imperfections in MIG/MAG are caused by a lack of welder skill or incorrect settings of the equipment
- Worn contact tips will cause poor power to pick up, or transfer
- Bad power connections will cause a loss of voltage in the arc
- Silica inclusions (in Fe steels) due to poor inter-run cleaning
- Lack of fusion (primarily with dip transfer)
- Porosity (from loss of gas shield on site etc.)
- Solidification problems (cracking, centerline pipes, crater pipes) especially on deep narrow welds.
Advantages and Disadvantages of MIG Welding
Advantages
High welding speed:
MIG welding can be completed quickly, making it a cost-effective option for large-scale production.
Versatility:
MIG welding can be used on a variety of metals, including steel, aluminum, and stainless steel, making it a versatile option for a wide range of applications.
Easy to use:
MIG welding is relatively easy to learn and requires minimal setup, making it a popular choice for both professional and hobby welders.
Cleaner welds:
The inert gas used in MIG welding helps to protect the weld from contamination, resulting in a cleaner and more visually appealing final product.
Better control:
MIG welding allows for more precise control over the welding process, making it easier to achieve a consistent and high-quality weld.
Disadvantages
Expensive equipment:
MIG welding equipment can be costly, making it a less cost-effective option for small-scale or occasional welding projects.
Clean and dry surfaces:
MIG welding requires clean and dry surfaces, so any dirt, oil, or moisture must be removed before welding can begin.
Porosity:
MIG welding can produce porosity (small bubbles) in the weld, which can weaken the final product and make it more prone to failure.
Limited in thickness:
MIG welding is typically limited to welding materials that are no more than 1/4 inch thick, making it less suitable for thicker materials.
Skilled operator required:
MIG welding requires a skilled operator to achieve high-quality welds, so it may not be the best option for beginners or those with limited welding experience.
Applications of MIG Welding
MIG welding is a versatile welding process that is used in a wide range of applications, including:
MIG welding is commonly used to repair and manufacture cars, trucks, and other vehicles.
MIG welding is used to fabricate and repair structures such as bridges, buildings, and towers.
MIG welding is used in the manufacturing of various products such as appliances, heavy equipment, and machinery.
MIG welding is used in the fabrication of large-scale industrial equipment, such as boilers, pressure vessels, and storage tanks.
MIG welding is a popular choice for DIY projects, such as building metal gates, fences, and other household items.
MIG welding is also used to create art and sculptures, as it allows for precise control of the weld bead and the ability to create unique textures and shapes.
MIG welding is used to repair boats and ships, as well as to build new marine structures.
FAQs
When should MIG welding be used?
MIG welding, also known as Gas Metal Arc Welding (GMAW), is a commonly used welding process that is suitable for many types of metal and thicknesses. It is often used in the automotive, construction, and manufacturing industries.
What is the best setting for MIG welding?
The best setting for MIG welding will depend on the type of metal being welded, the thickness of the metal, and the desired final result. Factors that can affect the setting include the wire feed speed, voltage, and the type of shielding gas being used.
What is the most common process related to MIG?
The most common process related to MIG welding is the use of a continuous wire feed. This allows for a steady and consistent flow of filler material as the weld is being made.
What are the limitations of MIG welding?
The limitations of MIG welding include the difficulty in welding in tight spaces or on vertical surfaces, and the potential for burn through on thin materials.
Can MIG be used without gas?
MIG welding can be used without gas, but it is not recommended. The shielding gas provides protection for the weld pool, which helps to prevent contamination and improve the quality of the weld.
What metals Cannot be MIG welded?
Certain metals such as aluminum, and magnesium cannot be MIG welded without special equipment, techniques, and gases.
What temperature is used in MIG welding?
The temperature used in MIG welding is typically in the range of 6,000-12,000 degrees Fahrenheit.
Which electrode is used in MIG?
The electrode used in MIG welding is a continuous wire feed, which is made of various materials depending on the application.
Which gas is used in MIG welding?
The most common gas used in MIG welding is a mixture of Argon and Carbon Dioxide (Ar/CO2).
Why AC is not used in MIG welding?
AC is not used in MIG welding because it can cause the electrode to become unstable and produce a poor quality weld.
What voltage affects MIG welding?
Voltage is one of the main factors that affects the quality of a MIG weld. A higher voltage will result in a hotter weld and a deeper penetration, while a lower voltage will result in a cooler weld with less penetration.
Can you MIG weld without co2?
MIG welding can be done without co2, but it is not recommended as it does not provide the same level of protection for the weld pool and may result in a poor quality weld.
Conclusion
MIG welding is a versatile, fast and easy welding process that is widely used in both industrial and DIY applications. With proper technique and equipment, MIG welding can produce high-quality, strong welds on a variety of materials. However, it also has its disadvantages, such as the need for clean and dry surfaces and the potential for porosity. By understanding the advantages and disadvantages of the MIG welding process and following best practices for achieving a high-quality weld, welders can ensure that their finished product is both strong and visually appealing. MIG welding is a great choice for those who are looking for a fast, efficient, and cost-effective way to join metal parts together.