Welding Techniques for Aluminum
Introduction
Aluminum is a widely used material in various industries due to its lightweight, high strength, and corrosion resistance properties. When it comes to joining aluminum components, welding is a commonly employed technique. However, welding aluminum poses unique challenges compared to other metals. In this article, we will explore different welding techniques specifically tailored for aluminum and discuss their advantages, Precautions, Challenges and Future Developments.
Why Welding Aluminum is Challenging
Welding aluminum presents unique challenges due to its high thermal conductivity and low melting point. These properties make it prone to distortion, porosity, and oxide formation during the welding process. Additionally, aluminum has a higher coefficient of expansion, which increases the risk of cracking. To overcome these challenges, specific welding techniques and precautions are required.
Properties of Aluminum
Brief description of aluminum as a metal:
Aluminum is a lightweight, silvery-white metal with a low density and high strength-to-weight ratio. It is the third most abundant element in the Earth’s crust and is widely used in various industries due to its desirable properties. Aluminum exhibits excellent corrosion resistance, electrical conductivity, and thermal conductivity. It is also highly malleable and ductile, allowing it to be easily formed into different shapes.
Unique characteristics and challenges in welding aluminum:
Aluminum has a high thermal conductivity, meaning that it rapidly dissipates heat during the welding process. This characteristic makes it more difficult to achieve proper heat control and can result in distortion or burn-through if not managed effectively. Additionally, aluminum has a low melting point compared to other metals, which requires careful control of the welding parameters to prevent overheating or excessive material melting.
Another challenge in aluminum welding is its high affinity for oxygen, leading to the formation of oxide layers that can interfere with the welding process and weaken the weld. Proper gas shielding and prevention of oxidation are crucial to ensure the integrity of the weld. Furthermore, aluminum exhibits greater thermal expansion and contraction compared to other metals, which can contribute to distortion and residual stresses in the welded components. Managing these challenges and selecting appropriate welding techniques and procedures are essential for successful aluminum welding.
Preparation for Aluminum Welding
Surface cleaning and removal of contaminants:
Aluminum surfaces must be free from dirt, grease, oil, oxide layers, and other impurities that can negatively affect the quality of the weld. Various cleaning methods, such as solvent cleaning, mechanical cleaning, or chemical cleaning, may be employed to ensure a clean and contamination-free surface. Proper surface preparation enhances the weldability of aluminum and promotes strong and reliable welds.
Material selection and compatibility:
It is crucial to choose the appropriate aluminum alloy for the desired application and ensure compatibility with the welding technique being employed. Different aluminum alloys have varying mechanical properties, weldability characteristics, and heat response, which can impact the welding process and the quality of the resulting weld. Selecting the right alloy and understanding its compatibility with the chosen welding technique are vital considerations for achieving successful welds.
Joint design and preparation:
Proper joint design is essential for ensuring adequate strength and weld quality. Different joint configurations, such as butt joints, lap joints, T-joints, and corner joints, may be used depending on the application and loading conditions. Factors such as joint type, fit-up, and edge preparation (such as beveling or chamfering) play a significant role in determining the welding procedure, filler metal selection, and overall weld integrity. The section will highlight the significance of thoughtful joint design and meticulous joint preparation to achieve optimal welding results in aluminum fabrication.
Common Welding Techniques for Aluminum
Gas Metal Arc Welding (GMAW)
Gas Metal Arc Welding, commonly known as MIG welding, is a popular technique for aluminum welding. It utilizes a consumable electrode wire and a shielding gas to protect the weld pool from atmospheric contamination. The process offers excellent productivity and is suitable for both thick and thin aluminum sections.
One of the key advantages of GMAW for aluminum is its ability to provide good penetration without excessive heat input. The use of a pulsed waveform can further enhance weld quality by reducing distortion and minimizing the heat-affected zone (HAZ).
However, GMAW has some limitations when it comes to welding aluminum. It is more susceptible to weld defects such as porosity and lack of fusion. Proper cleaning and surface preparation are crucial to ensure successful welds. Additionally, GMAW may not be suitable for welding thick aluminum sections, as it may lead to incomplete fusion and a lack of joint integrity.
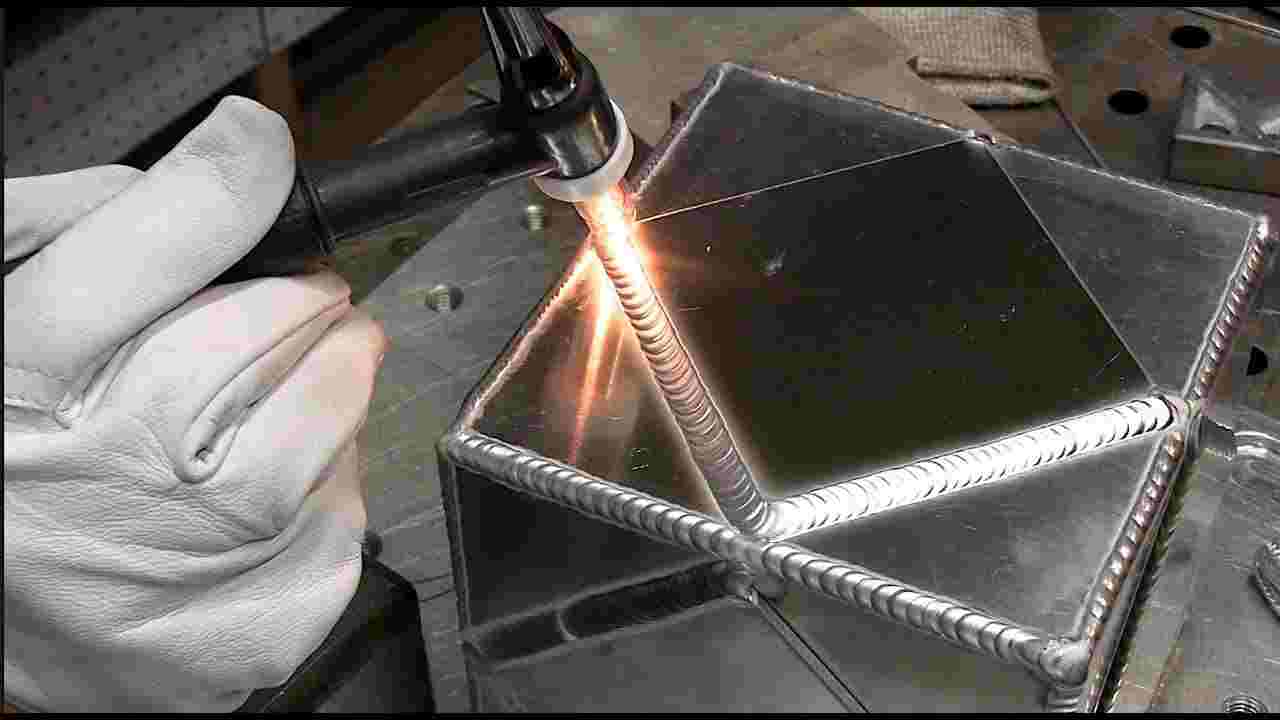
Tungsten Inert Gas Welding (TIG)
Tungsten Inert Gas Welding, also known as GTAW, is a versatile welding process commonly used for aluminum. It utilizes a non-consumable tungsten electrode and an inert gas, such as argon, to shield the weld pool from atmospheric contamination. TIG welding provides precise control over the welding parameters, making it suitable for welding thin aluminum sheets and intricate joints.
The advantages of TIG welding for aluminum include excellent weld quality, low heat input, and the ability to weld a wide range of aluminum alloys. It allows for the production of clean, visually appealing welds with minimal distortion. TIG welding also allows for the use of filler wire, enabling the joining of thicker aluminum sections.
TIG welding requires a high level of skill and precision. It is a slower process compared to other welding techniques, which may impact productivity. Additionally, the need for manual control and the use of both hands to operate the torch and feed the filler wire can make it challenging for some welders. Nevertheless, with proper training and practice, TIG welding can produce high-quality welds in aluminum.
Resistance Spot Welding (RSW)
Resistance Spot Welding is a commonly used technique for joining aluminum sheets in applications such as automotive manufacturing. It involves the use of electrodes to apply pressure and electrical current to create localized fusion between the sheets. RSW offers high production rates and is well-suited for mass production settings.
The advantages of RSW include fast welding speeds, minimal distortion, and the ability to join dissimilar thicknesses of aluminum sheets. It is particularly effective for thin to medium-thickness aluminum components. Moreover, RSW eliminates the need for filler materials, reducing costs and simplifying the welding process.
RSW has certain limitations. It is primarily suitable for lap joints and may not be suitable for complex or three-dimensional welds. The size and shape of the weld nugget produced by RSW can also affect joint strength. Careful consideration of electrode design and process parameters is necessary to ensure optimal weld quality.
Friction Stir Welding (FSW)
Friction Stir Welding is a solid-state welding process that offers several advantages for aluminum welding. It involves the use of a rotating tool with a specially designed profile to generate frictional heat and mechanical agitation, leading to the joining of aluminum components.
FSW provides excellent weld quality, with minimal distortion and a defect-free joint. It is particularly suitable for thick aluminum sections, as it can produce strong and high-integrity welds. FSW also eliminates the need for filler materials and shielding gases, simplifying the welding process and reducing costs.
FSW has some limitations. It requires specialized equipment and tooling, making it less accessible than other welding techniques. The process is also slower compared to traditional fusion welding methods. Additionally, FSW may not be suitable for joining thin aluminum sheets, as it can cause excessive material flow and defects.
Laser Beam Welding (LBW)
Laser Beam Welding is a precise and efficient welding technique used for aluminum and other metals. It utilizes a high-energy laser beam to melt and join the aluminum components. LBW offers several advantages, including narrow heat-affected zones, minimal distortion, and high welding speeds.
The precise control provided by LBW allows for the welding of complex shapes and thin aluminum sections. The process offers excellent weld quality, with good joint strength and minimal porosity. LBW can also be used to join dissimilar metals, expanding its applicability.
LBW requires specialized equipment and expertise. The high initial cost of laser systems can be a barrier for some applications. Additionally, the process requires proper alignment and shielding to prevent atmospheric contamination. Safety precautions, such as the use of appropriate eye protection, are necessary when working with lasers.
Post-Welding Considerations
Heat treatment and stress relief:
After aluminum welding, post-weld heat treatment (PWHT) or stress relief may be necessary to optimize the material’s properties and reduce residual stresses. PWHT involves subjecting the welded structure to controlled heating and cooling cycles to relieve stresses and improve mechanical properties. Stress relief methods, such as annealing or thermal cycling, help prevent distortion and enhance the stability of the welded assembly.
Inspection and quality control:
Thorough inspection and quality control measures are essential to ensure the integrity of aluminum welds. Various non-destructive testing (NDT) methods, such as visual inspection, dye penetrant testing, ultrasonic testing, or radiographic testing, can be employed to detect any weld defects, discontinuities, or flaws. Welds should meet specified standards, codes, or customer requirements for dimensional accuracy, weld penetration, and overall quality.
Surface finishing and protection against corrosion:
Aluminum surfaces are susceptible to corrosion, so appropriate surface finishing and protection are necessary post-welding. Surface treatments like cleaning, grinding, or polishing can enhance the appearance and remove any welding-related imperfections. Additionally, applying protective coatings or finishes, such as anodizing or painting, can provide a barrier against corrosion and improve the longevity of the welded aluminum structure.
By addressing these post-welding considerations, manufacturers can ensure that the aluminum welds are not only structurally sound but also meet the desired quality standards and durability requirements. This helps to extend the service life of the fabricated aluminum components and maintain their appearance and performance over time.
Advanced Techniques and Future Developments
Laser beam welding:
Laser beam welding is an advanced technique that utilizes a focused laser beam to join aluminum components. The laser beam provides a concentrated heat source, allowing for precise and efficient welding with minimal heat input and distortion. Laser beam welding offers advantages such as high welding speeds, narrow heat-affected zones, and the ability to weld complex geometries. Ongoing research focuses on optimizing laser parameters, developing hybrid laser welding processes, and expanding its applications in various industries.
Electron beam welding:
Electron beam welding (EBW) is another advanced technique that uses a highly concentrated beam of electrons to melt and join aluminum parts. EBW offers deep penetration, high welding speeds, and minimal heat-affected zones. It is particularly suitable for welding thin aluminum sheets or components with complex geometries. Ongoing research aims to improve process control, enhance productivity, and explore the potential of electron beam welding for lightweight aluminum structures in industries such as aerospace and automotive.
Pulse welding techniques:
Pulse welding techniques, including pulsed TIG welding and pulsed MIG welding, are gaining attention for aluminum welding. These techniques involve modulating the welding current and voltage in a pulsed manner, allowing for better control over heat input and reducing the risk of distortion. Pulse welding techniques offer advantages such as improved arc stability, reduced spatter, and enhanced control of the weld pool. Ongoing research focuses on optimizing pulse parameters, exploring different waveform patterns, and investigating their effects on weld quality and productivity.
Ongoing research and emerging trends:
Ongoing research in aluminum welding is focused on addressing the challenges associated with the process, improving weld quality and efficiency, and exploring new applications. Emerging trends include the development of advanced welding processes, such as friction stir welding (FSW) and magnetic pulse welding, for joining aluminum. Additionally, advancements in material science, metallurgy, and robotics are influencing the field of aluminum welding, leading to innovative techniques, automation, and improved process monitoring and control.
FAQS
Which welding technique is best for thin aluminum sheets?
Tungsten Inert Gas (TIG) welding is often the preferred choice for welding thin aluminum sheets. Its precise control, low heat input, and ability to weld various aluminum alloys make it suitable for thin sections where heat distortion and burn-through are a concern. TIG welding allows for intricate and high-quality welds with minimal spatter.
Can I weld different grades of aluminum together?
Welding different grades of aluminum together can be challenging due to the differences in their chemical compositions and mechanical properties. However, certain aluminum filler materials, such as 4043 or 5356, are designed to provide compatibility and good mechanical properties when joining dissimilar aluminum alloys. It is crucial to consult the material specifications and perform proper testing to ensure the weld integrity and desired performance.
What safety precautions should I follow while welding aluminum?
When welding aluminum, it is essential to follow proper safety precautions to protect yourself and ensure a safe working environment. Some important safety measures include:
- Using appropriate personal protective equipment (PPE), including welding gloves, a welding helmet with a suitable shade for aluminum, and protective clothing.
- Ensuring proper ventilation in the welding area to prevent the accumulation of fumes and gases.
- Being aware of the potential hazards associated with aluminum, such as the risk of fire or explosion when working with powdered aluminum.
- Following safe electrical practices and ensuring proper grounding of welding equipment.
- Adhering to the guidelines provided by the welding equipment manufacturer and relevant safety regulations.
Can I weld aluminum to other metals?
Yes, it is possible to weld aluminum to other metals, such as steel or stainless steel. However, welding dissimilar metals requires careful consideration of the different material properties, including melting points, thermal expansion rates, and potential metallurgical interactions. Various welding techniques, such as TIG welding or specialized hybrid processes, can be employed to achieve a sound and reliable joint between aluminum and other metals.
Is preheating necessary for aluminum welding?
Preheating is generally not required for aluminum welding. Aluminum has a low melting point compared to other metals, and excessive preheating can lead to excessive melting, distortion, and poor weld quality. However, in some specific applications or when welding thick aluminum sections, preheating may be recommended to reduce the risk of cracking and improve joint integrity. It is important to refer to the welding procedure specifications (WPS) and consult with experienced professionals to determine if preheating is necessary for your specific aluminum welding project.
Conclusion
Welding aluminum requires careful consideration of its unique properties and challenges. By selecting the appropriate welding technique, such as Gas Metal Arc Welding (GMAW), Tungsten Inert Gas Welding (TIG), Resistance Spot Welding (RSW), Friction Stir Welding (FSW), or Laser Beam Welding (LBW), and following best practices, high-quality and durable welds can be achieved in aluminum components. Proper cleaning, joint design, heat control, and material selection are crucial factors to ensure successful aluminum welding. By understanding the importance of cleanliness, joint design, heat control, and material compatibility, welders can overcome the challenges associated with aluminum welding and create strong and reliable joints.
To achieve successful aluminum welds, welders must prioritize cleanliness, proper joint preparation, and the selection of compatible filler materials. Additionally, controlling heat input, using appropriate shielding gases, and following safety precautions are essential for producing high-quality and reliable welds.



