Welding Techniques for Steel
Mastering the Art of Metal Fusion
Introduction
In the world of construction and manufacturing, steel is an invaluable material known for its strength and durability. To harness the full potential of steel, it is essential to understand and master the art of welding. Welding techniques for steel play a vital role in creating robust structures, from towering skyscrapers to intricate machinery. This comprehensive guide will delve into various welding techniques, providing insights, tips, and best practices for welding steel effectively and safely.
Welding Techniques for Steel
Welding techniques for steel encompass a wide range of methods used to join two or more steel pieces, creating a strong and continuous bond. Whether you are a professional welder or an enthusiast passionate about metalwork, understanding these techniques is essential for achieving high-quality welds and ensuring the structural integrity of your projects.

Shielded Metal Arc Welding (SMAW): The Foundation of Welding Steel
SMAW: What is it?
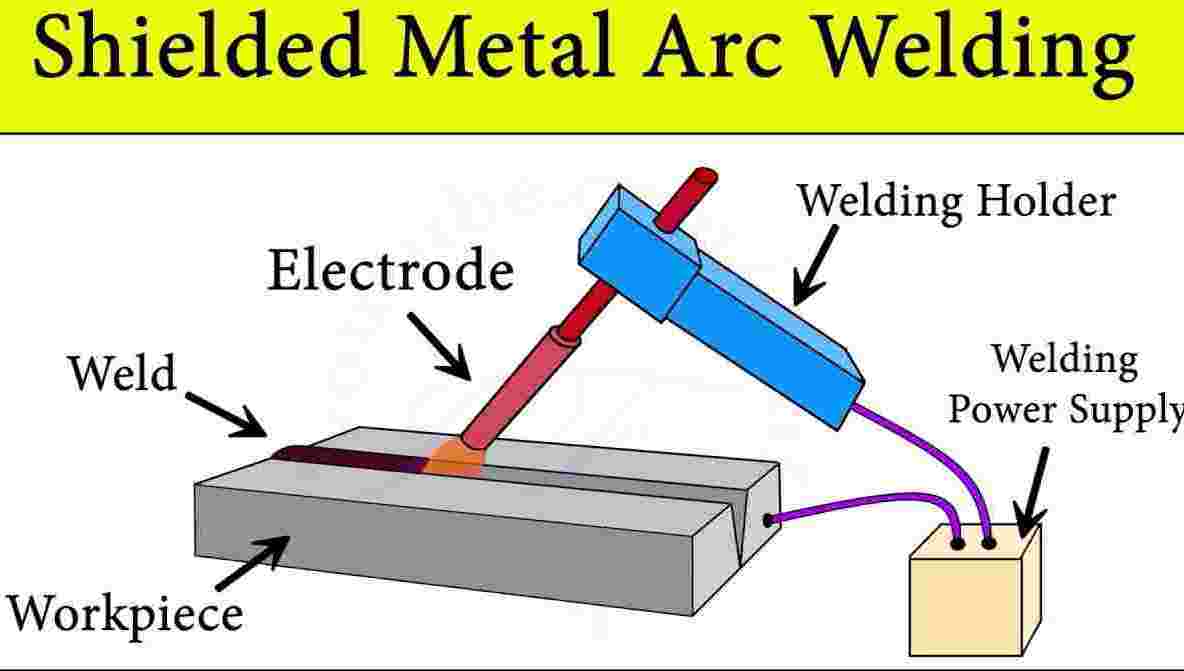
Shielded Metal Arc Welding (SMAW), also known as manual metal arc welding or stick welding, is one of the oldest and most versatile welding techniques used for steel fabrication. It involves creating an electric arc between a consumable electrode and the base metal, which melts the electrode, fusing it with the parent material.
The Equipment and Materials Required for SMAW
To perform SMAW on steel, you will need the following equipment and materials:
- Welding machine: A constant current (CC) or constant voltage (CV) welding machine capable of providing sufficient power for the desired weld size.
- Electrodes: Consumable electrodes specifically designed for SMAW on steel, such as E6010, E6011, E7018, or E7024.
- Welding cables and connectors: High-quality cables and connectors to ensure proper power transmission from the welding machine to the electrode holder.
- Welding helmet: A welding helmet with an appropriate shade level to protect your eyes from harmful ultraviolet (UV) and infrared (IR) radiation.
- Personal protective equipment (PPE): Safety gear, including gloves, protective clothing, and welding boots, to protect yourself from sparks, UV/IR radiation, and potential hazards.
- Welding tools: Various tools, such as chipping hammers, wire brushes, and pliers, for cleaning and preparing the weld joint.
Step-by-Step Process of Shielded Metal Arc Welding
Performing SMAW on steel involves the following steps:
- Joint preparation: Prepare the joint by cleaning the steel surfaces to be welded. Remove any dirt, rust, or contaminants using a wire brush or grinding tool. Ensure proper fit-up and alignment of the joint.
- Electrode selection: Choose the appropriate electrode based on the type of steel, welding position, and desired weld characteristics. Refer to the electrode manufacturer’s recommendations for the correct electrode size and current settings.
- Electrode setup: Insert the selected electrode into the electrode holder, ensuring a tight fit. Connect the electrode holder to the welding machine using the appropriate cable and connector.
- Power source setup: Set the welding machine to the recommended current and polarity settings for the selected electrode. Follow the manufacturer’s guidelines to ensure optimal welding parameters.
- Arc initiation: Position the electrode near the joint, slightly touching the base metal. Create an arc by quickly lifting the electrode, striking it against the workpiece, and then maintaining a suitable arc length.
- Weld bead deposition: Move the electrode along the joint, maintaining a consistent arc length and proper travel speed. Control the direction and size of the weld bead by manipulating the electrode angle and weaving motion.
- Weld quality inspection: After completing each weld pass, visually inspect the bead for any defects, such as cracks, porosity, or incomplete fusion. Make any necessary repairs or adjustments before proceeding.
- Multiple pass welding: For thicker steel sections or specific welding requirements, perform multiple passes by depositing additional weld beads on top of each other. Ensure proper interpass cleaning and preheating, if required.
- Post-weld cleaning and inspection: Once the welding is complete, clean the weld area using appropriate tools to remove any slag, spatter, or surface contaminants. Inspect the finished weld for quality and integrity.
Advantages and Limitations of SMAW
SMAW offers several advantages and limitations when it comes to welding steel:
Advantages:
- Portability: SMAW equipment is relatively compact and portable, allowing for welding in various locations, including remote and challenging environments.
- Versatility: SMAW can be used to weld a wide range of steel alloys, making it a versatile technique for different applications and industries.
- Cost-effective: Compared to some other welding methods, SMAW equipment is generally more affordable and accessible, making it an economical choice for small-scale projects.
- Simple setup and operation: SMAW is relatively straightforward to set up and operate, making it suitable for beginners and professionals alike.
Limitations:
- Lower productivity: SMAW is generally slower compared to some other welding techniques, which can affect productivity, especially when dealing with large-scale projects.
- Limited joint access: The size and shape of the electrode holder can limit access to tight or hard-to-reach joint areas, making it challenging to weld in confined spaces.
- Operator skill requirements: SMAW requires skill and practice to achieve high-quality welds. Controlling the arc length, electrode angle, and travel speed demands experience and expertise.
- Post-weld cleaning: SMAW produces slag and spatter during the welding process, requiring post-weld cleaning to ensure a clean and visually appealing weld.
Gas Metal Arc Welding (GMAW): Speed and Versatility for Steel Welding
Understanding GMAW
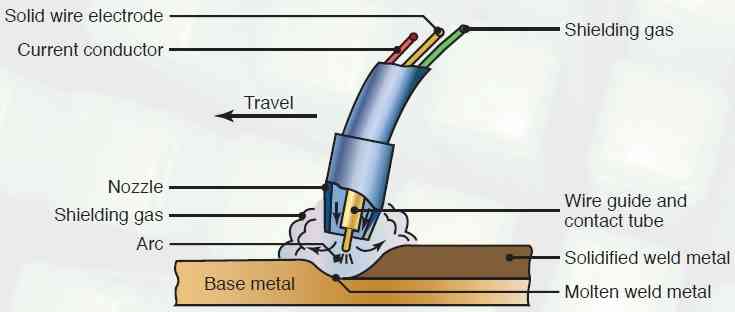
Gas Metal Arc Welding (GMAW), commonly known as MIG (Metal Inert Gas) welding, is a semi-automatic or automatic welding process that utilizes a continuously fed consumable electrode wire. The electrode wire, along with a shielding gas, creates an electric arc, melting the wire and forming a weld between the base metals.
The Essential Equipment for GMAW
To perform GMAW on steel, you will need the following equipment:
- Welding machine: A GMAW welding machine capable of providing constant voltage (CV) output with appropriate amperage and voltage settings.
- Wire feeder: A wire feeder that continuously feeds the electrode wire at a controlled rate.
- Welding gun: A welding gun or torch with a contact tip and nozzle for directing the electrode wire and shielding gas flow.
- Shielding gas supply: A cylinder of shielding gas, such as argon or a mixture of argon and carbon dioxide (CO2), along with a pressure regulator and flowmeter.
- Electrode wire: A spool of solid or flux-cored electrode wire suitable for GMAW on steel. The wire diameter and composition should be compatible with the welding process and base metal.
How to Perform Gas Metal Arc Welding on Steel
Follow these steps to perform GMAW on steel:
- Joint preparation: Clean the steel surfaces to be welded, removing any dirt, rust, or contaminants. Ensure proper fit-up and alignment of the joint, maintaining the specified gap or groove dimensions.
- Electrode wire selection: Choose the appropriate electrode wire based on the steel type, welding position, and desired weld characteristics. Refer to the wire manufacturer’s recommendations for the correct wire diameter and shielding gas requirements.
- Wire feeder setup: Load the selected electrode wire onto the wire feeder spool. Ensure proper wire tension and alignment within the wire feeding system. Connect the wire feeder to the welding machine.
- Shielding gas setup: Connect the shielding gas cylinder to the pressure regulator and flowmeter. Adjust the gas flow rate according to the welding process and material specifications. Direct the shielding gas flow through the welding gun nozzle.
- Power source setup: Set the welding machine to the appropriate voltage and wire feed speed settings for the selected electrode wire diameter and shielding gas. Follow the manufacturer’s guidelines to establish optimal welding parameters.
- Arc initiation: Position the welding gun nozzle close to the joint, aligning the contact tip with the desired welding location. Activate the welding machine, initiating the arc by pulling the trigger or pressing the control switch.
- Weld bead deposition: Move the welding gun along the joint, maintaining a consistent distance and travel speed. Control the electrode wire extension and angle to achieve proper penetration and weld shape.
- Weld quality inspection: After completing each weld pass, visually inspect the bead for any defects, such as lack of fusion, excessive spatter, or irregularities. Make any necessary adjustments or repairs before continuing.
- Multiple pass welding: For thicker steel sections or specific welding requirements, perform multiple passes by depositing additional weld beads on top of each other. Ensure proper interpass cleaning and preheating, if necessary.
- Post-weld cleaning and inspection: Clean the weld area using appropriate tools to remove any spatter, slag, or surface contaminants. Inspect the finished weld for quality, ensuring it meets the specified requirements.
Pros and Cons of GMAW for Steel Welding
GMAW offers several advantages and limitations when it comes to welding steel:
Advantages:
- High welding speed: GMAW is known for its high deposition rate, allowing for faster welding compared to some other methods. This can improve productivity, especially in large-scale projects.
- Versatility: GMAW can be used on a wide range of steel alloys, making it suitable for various applications in industries such as automotive, construction, and manufacturing.
- Good weld aesthetics: GMAW produces clean and visually appealing welds, requiring minimal post-weld cleaning or grinding.
- Control and automation: GMAW can be performed using semi-automatic or fully automatic equipment, providing precise control over the welding parameters. This allows for consistent and repeatable welds.
Limitations:
- Equipment complexity: GMAW requires specialized equipment, including a wire feeder and shielding gas supply, making it more complex and potentially costly compared to some other welding techniques.
- Joint access restrictions: The size and shape of the welding gun and nozzle may limit access to tight or hard-to-reach joint areas, making it challenging to weld in confined spaces.
- Sensitivity to wind and drafts: GMAW’s shielding gas can be affected by wind or drafts, potentially compromising the quality of the weld. Welding in a controlled environment or using appropriate shielding gas mixtures can mitigate this issue.
- Higher skill requirements: While GMAW is generally easier to learn than some other techniques, achieving high-quality welds still requires skill and experience in controlling the welding parameters, such as wire feed speed, voltage, and travel speed.
Flux-Cored Arc Welding (FCAW): Efficiency and All-Position Welding for Steel
An Overview of FCAW
Flux-Cored Arc Welding (FCAW) is a semi-automatic or automatic welding process commonly used for steel fabrication. It utilizes a continuously fed tubular electrode filled with flux and alloying agents. The electrode wire, along with the flux, creates an electric arc, melting the wire and forming a weld between the base metals.
Essential Equipment for FCAW
To perform FCAW on steel, you will need the following equipment:
- Welding machine: An appropriate welding machine capable of providing constant voltage (CV) output with suitable amperage and voltage settings for FCAW.
- Wire feeder: A wire feeder that continuously feeds the tubular electrode wire at a controlled rate.
- Welding gun: A welding gun or torch with a contact tip and nozzle designed for FCAW.
- Gas shielding system (optional): Depending on the type of FCAW used, a gas shielding system may be required. This includes a gas cylinder, pressure regulator, flowmeter, and appropriate nozzle.
- Electrode wire: A spool of flux-cored electrode wire designed for FCAW on steel. The wire diameter and composition should be compatible with the welding process and base metal.

Performing Flux-Cored Arc Welding on Steel
Follow these steps to perform FCAW on steel:
- Joint preparation: Prepare the joint by cleaning the steel surfaces to be welded. Remove any dirt, rust, or contaminants using a wire brush or grinding tool. Ensure proper fit-up and alignment of the joint.
- Electrode wire selection: Choose the appropriate flux-cored electrode wire based on the steel type, welding position, and desired weld characteristics. Refer to the wire manufacturer’s recommendations for the correct wire diameter, shielding gas requirements (if applicable), and welding parameters.
- Wire feeder setup: Load the selected flux-cored electrode wire onto the wire feeder spool. Ensure proper wire tension and alignment within the wire feeding system. Connect the wire feeder to the welding machine.
- Shielding gas setup (optional): If using a gas shielding system, connect the shielding gas cylinder to the pressure regulator and flowmeter. Adjust the gas flow rate according to the welding process and material specifications. Direct the shielding gas flow through the appropriate nozzle.
- Power source setup: Set the welding machine to the appropriate voltage and wire feed speed settings for FCAW. Follow the manufacturer’s guidelines to establish optimal welding parameters, taking into account the type and diameter of the electrode wire.
- Arc initiation: Position the welding gun nozzle close to the joint, aligning the contact tip with the desired welding location. Activate the welding machine, initiating the arc by pulling the trigger or pressing the control switch.
- Weld bead deposition: Move the welding gun along the joint, maintaining a consistent distance and travel speed. Control the electrode wire extension and angle to achieve proper penetration and weld shape.
- Weld quality inspection: After completing each weld pass, visually inspect the bead for any defects, such as lack of fusion, excessive spatter, or irregularities. Make any necessary adjustments or repairs before continuing.
- Multiple pass welding: For thicker steel sections or specific welding requirements, perform multiple passes by depositing additional weld beads on top of each other. Ensure proper interpass cleaning and preheating, if necessary.
- Post-weld cleaning and inspection: Clean the weld area using appropriate tools to remove any spatter, slag, or surface contaminants. Inspect the finished weld for quality, ensuring it meets the specified requirements.
Pros and Cons of FCAW for Steel Welding
FCAW offers several advantages and limitations when it comes to welding steel:
Advantages:
- All-position welding: FCAW is well-suited for welding in various positions, including flat, horizontal, vertical, and overhead. This makes it versatile for different joint configurations and project requirements.
- High deposition rate: FCAW typically provides higher deposition rates compared to some other welding techniques. This can improve productivity and reduce overall welding time.
- Increased efficiency: FCAW combines the efficiency of a continuous electrode feed with the benefits of flux, which can provide better arc stability, increased metal transfer efficiency, and reduced spatter.
- Increased penetration: FCAW has the ability to achieve deep penetration in thick steel sections, resulting in strong and reliable welds.
Limitations:
- Environmental sensitivity: FCAW can be sensitive to environmental conditions, such as wind or drafts, which can affect the shielding gas effectiveness and overall weld quality. Proper shielding gas selection and control are crucial to mitigate this issue.
- Equipment complexity: FCAW requires specialized equipment, including a wire feeder and gas shielding system (if applicable), which may increase the complexity and cost compared to some other welding techniques.
- Slag removal: FCAW produces slag during the welding process, which requires post-weld cleaning and removal. This can be time-consuming, especially when welding multiple passes or large-scale projects.
- Operator skill requirements: While FCAW is generally easier to learn than some other techniques, achieving high-quality welds still requires skill and experience in controlling the welding parameters and managing the flux-cored electrode.
Laser Beam Welding (LBW): Precision and High Energy for Steel Welding
Understanding Laser Beam Welding
Laser Beam Welding (LBW) is a modern and highly precise welding technique that utilizes a concentrated laser beam as the heat source. The laser beam generates an intense and focused heat, melting the base metals and forming a weld. LBW offers exceptional control and accuracy, making it suitable for various applications in the steel welding industry.
The Equipment Required for Laser Beam Welding
To perform laser beam welding on steel, the following equipment is required:
- Laser system: A high-power laser system capable of generating a focused laser beam with sufficient intensity for melting the steel.
- Optics: Optical components, such as lenses and mirrors, to manipulate and focus the laser beam onto the welding area. The optics also help shape the beam’s profile and control its energy distribution.
- Workpiece positioning system: A precision-controlled system for accurately positioning and moving the workpiece during the welding process. This ensures proper alignment and allows for complex weld geometries.
- Shielding gas system (optional): Depending on the specific welding requirements, a shielding gas system may be used to protect the weld from atmospheric contamination. Common shielding gases include argon and nitrogen.

Performing Laser Beam Welding on Steel
Follow these steps to perform laser beam welding on steel:
- Joint preparation: Clean the steel surfaces to be welded, removing any contaminants or surface oxides. Ensure proper fit-up and alignment of the joint, maintaining the specified gap or groove dimensions.
- Workpiece positioning: Secure the steel workpiece in the welding fixture or clamping system. Ensure precise alignment and stability to maintain accurate weld placement.
- Laser system setup: Set up the laser system, including power adjustment, beam quality optimization, and focal length adjustment. Configure the laser parameters based on the steel type, thickness, and desired weld characteristics.
- Optics adjustment: Align the optical components to focus the laser beam on the welding area. Adjust the beam’s spot size and shape to achieve the desired weld penetration and width.
- Shielding gas setup (optional): If using a shielding gas system, direct the flow of the shielding gas to protect the weld area from atmospheric contamination. Adjust the gas flow rate and coverage as per the welding requirements.
- Welding process initiation: Activate the laser system, initiating the laser beam. Position the focused beam onto the welding area, ensuring proper coverage and alignment with the joint.
- Weld bead formation: Move the laser beam along the joint, controlling the travel speed and beam intensity. The focused laser heat melts the steel, forming a weld bead as the beam progresses.
- Weld quality inspection: After completing each weld pass, visually inspect the weld bead for any defects, such as lack of fusion or irregularities. Make any necessary adjustments or repairs before continuing.
- Multiple pass welding: For thicker steel sections or specific welding requirements, perform multiple passes by overlapping the weld beads. Control the heat input and manage the weld interpass temperature as necessary.
- Post-weld cooling and inspection: Allow the welded steel to cool gradually to prevent distortion or cracking. Inspect the finished weld for quality, ensuring it meets the specified requirements.
Pros and Cons of Laser Beam Welding for Steel Welding
Laser beam welding offers several advantages and limitations when it comes to welding steel:
Advantages:
- High precision and accuracy: LBW provides excellent control over the welding process, allowing for precise weld placement, narrow heat-affected zones, and minimal distortion. This is especially beneficial for applications requiring tight tolerances or intricate weld geometries.
- Deep penetration and high aspect ratio: LBW can achieve deep weld penetration in thick steel sections while maintaining a high aspect ratio (depth-to-width ratio). This results in strong and reliable welds.
- High welding speed: The concentrated laser beam delivers a high energy density, enabling rapid heating and cooling cycles. This leads to faster welding speeds compared to some other techniques, increasing overall productivity.
- Non-contact process: LBW is a non-contact welding process, reducing the risk of contamination and material damage. This is particularly advantageous when welding sensitive or delicate steel components.
Limitations:
- Equipment cost: Laser beam welding equipment can be expensive to acquire and maintain, making it less accessible for smaller-scale operations or budget-constrained projects.
- Joint fit-up requirements: LBW requires precise joint fit-up and alignment, as the narrow laser beam focuses on a specific area. Any misalignment or gap variation can affect the quality and integrity of the weld.
- Material thickness limitations: While LBW is capable of welding a wide range of steel thicknesses, extremely thin or highly reflective materials may pose challenges due to energy absorption and reflection issues.
- Operator skill requirements: Laser beam welding requires skilled operators who are proficient in laser system operation, process parameter optimization, and weld quality assessment. Training and experience are essential for achieving consistent and reliable results.
Comparison of Welding Techniques for Steel
To further understand the different welding techniques for steel, let’s compare GMAW, FCAW, and LBW based on various factors:
| Factors | GMAW | FCAW | LBW |
|---|---|---|---|
| Welding Speed | Medium | High | High |
| Weld Quality | Good | Good | Excellent |
| All-Position | Yes | Yes | Limited |
| Penetration | Moderate | High | High |
| Equipment Cost | Moderate | Moderate-High | High |
| Joint Fit-up | Precise alignment | Moderate alignment | Precise alignment |
| Productivity | Moderate | High | High |
| Complexity | Moderate | Moderate | High |
| Environmental Sensitivity | Low | Moderate | Low |
| Skill Requirement | Moderate | Moderate | High |
It is important to consider these factors when selecting the appropriate welding technique for steel. GMAW is versatile and widely used, providing good weld quality and all-position capability. FCAW offers high welding speeds and all-position welding, making it suitable for various applications. LBW excels in precision and high-quality welds, but it comes with higher equipment costs and requires skilled operators.
FAQs
Can stainless steel be welded using these welding techniques?
Yes, stainless steel can be welded using GMAW, FCAW, and LBW techniques. However, it is important to consider the specific stainless steel grade and its welding characteristics. Some stainless steels require specialized filler materials and shielding gases to ensure proper weld quality and corrosion resistance. It is recommended to consult the welding procedure specifications (WPS) or welding experts to determine the appropriate welding parameters for stainless steel.
Is welding steel a dangerous process?
Welding steel can involve certain hazards, but with proper safety precautions, the risks can be minimized. Some of the potential hazards include exposure to fumes, arc radiation, sparks, and electrical shock. It is important to wear appropriate personal protective equipment (PPE), such as welding helmets, safety glasses, gloves, and protective clothing. Adequate ventilation in the welding area is also crucial to reduce fume exposure. Following proper welding practices, training, and adherence to safety guidelines can help ensure a safe welding environment.
What is the difference between MIG welding and GMAW?
MIG (Metal Inert Gas) welding and GMAW (Gas Metal Arc Welding) are essentially the same process. MIG welding is a popular term used to describe the GMAW process, where an electric arc is formed between a continuously fed electrode wire and the workpiece. The term “MIG” is derived from the use of an inert gas, such as argon or helium, to shield the weld pool from atmospheric contamination. GMAW is the more technically accurate term, encompassing various shielding gas options, including both inert and active gases.
Which welding technique is best for welding thick steel plates?
When welding thick steel plates, techniques that offer high penetration and deposition rates are typically preferred. Flux-Cored Arc Welding (FCAW) is well-suited for welding thick plates, as it provides high deposition rates and deep penetration. The use of a flux-cored electrode and suitable shielding gas can help achieve strong and reliable welds in thick steel sections. Proper joint preparation, preheating, and interpass temperature control are crucial for successful welding of thick steel plates.
Can aluminum be welded using these welding techniques?
No, the welding techniques discussed in this article, namely GMAW, FCAW, and LBW, are primarily used for welding steel. Aluminum requires specialized welding techniques, such as Gas Tungsten Arc Welding (GTAW) or Gas Metal Arc Welding (GMAW) with a spool gun attachment. Aluminum welding involves unique challenges due to its high thermal conductivity and oxide layer. Proper equipment, filler material, and shielding gases specifically designed for aluminum welding are necessary to achieve successful welds.
Can I weld dissimilar metals, such as steel and aluminum, using these techniques?
Welding dissimilar metals, like steel and aluminum, can be challenging due to their different physical properties and melting points. GMAW and FCAW are not suitable for directly welding steel to aluminum. However, specialized techniques such as friction stir welding (FSW) or explosion welding can be used to join dissimilar metals. These techniques employ different principles to achieve metallurgical bonding between the two materials. It is recommended to consult welding experts or specialized welding processes for welding dissimilar metals.
Conclusion
In conclusion, welding techniques for steel offer a range of options depending on the project requirements, steel type, joint configuration, and desired weld characteristics. GMAW, FCAW, and LBW are three widely used techniques, each with its own strengths and limitations. GMAW provides versatility and good weld quality, FCAW offers high deposition rates and all-position capability, while LBW excels in precision and high-quality welds.
It is important to consider factors such as welding speed, weld quality, all-position capability, equipment cost, joint fit-up, and environmental sensitivity when choosing the appropriate welding technique. Additionally, safety should always be a top priority when engaging in welding activities.
By understanding the capabilities and limitations of different welding techniques, one can make informed decisions and achieve successful welds in steel applications. Whether it’s constructing buildings, fabricating bridges, or manufacturing machinery, welding techniques for steel play a vital role in various industries.



